

¿Cómo aterrizar la frase “sin datos no hay IA” en la planta?
“Sin datos no hay IA” es fácil de decir. Lo difícil es entender qué significa en negocios intensivos en operación. En una planta, esa frase se vuelve algo muy físico: si no observas la ejecución, no tienes datos útiles. Si no observamos con continuidad lo que realmente pasa en el piso, no hay datos útiles para corregir, optimizar ni capturar valor. Por eso, en operaciones, la conversación sobre IA debería empezar con una pregunta más básica:
¿Ya hicimos visible la realidad operativa que queremos optimizar?
Porque una cosa es diseñar una mejor operación. Otra muy distinta es tener los datos para saber si esa mejora realmente está ocurriendo.
Muchas organizaciones hablan de IA como si el reto principal fuera el algoritmo. Pero en manufactura, el problema suele aparecer antes: la ejecución todavía no es suficientemente visible. Y si la ejecución no es visible, tampoco hay base real para detectar desvíos, mejorar decisiones o capturar valor de forma consistente.
Por eso propongo un método simple de tres pasos.

1. Definir qué realidad operativa vale la pena volver visible
No todo necesita medirse. La primera tarea no es capturar más datos, sino decidir qué parte de la ejecución explica una pérdida, una variación o una oportunidad de mejora. En manufactura, eso implica dejar de medir solo actividad y empezar a medir fenómenos que sí cambian el resultado.
Por ejemplo, una línea puede no tener grandes paros, pero operar durante horas por debajo de su velocidad estándar. No está detenida, pero sí está perdiendo capacidad; o un cambio de referencia puede durar mucho más de lo previsto no por una sola causa, sino por pequeñas demoras acumuladas en materiales, ajustes y validaciones; o una variable de proceso puede empezar a degradarse lentamente sin salirse aún de especificación, anticipando merma, retrabajo o inestabilidad.
El punto es simple: si el dato no ayuda a explicar una pérdida relevante o a intervenir una decisión, probablemente no es el lugar correcto para empezar.
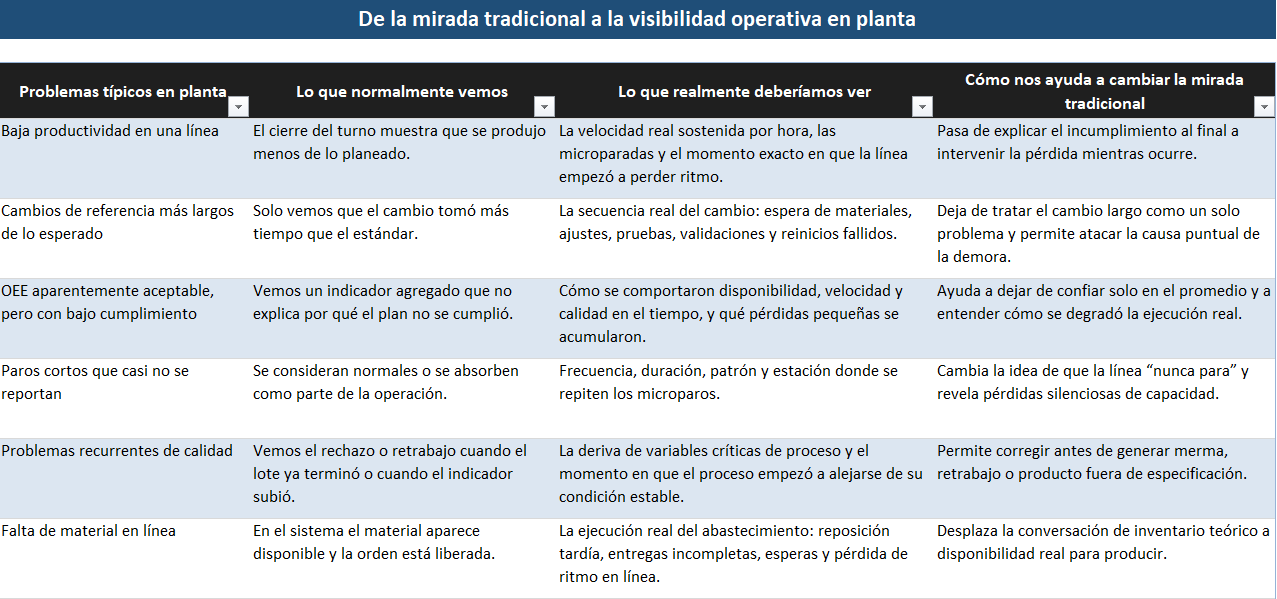
2. Observar la ejecución real, no solo el proceso diseñado
Un error frecuente es medir el proceso como debería funcionar, no como realmente funciona. En manufactura, esa diferencia importa mucho.
El OEE puede existir, pero dejar por fuera microparadas, pérdidas reales de velocidad o rechazos que se registran demasiado tarde.
El sistema puede mostrar material disponible, mientras la línea opera con reposición intermitente y pérdida de ritmo.
La inspección de calidad puede parecer una etapa de control, pero en la práctica convertirse en un cuello de botella que desacopla el flujo.
Una máquina puede figurar como disponible, aunque el operario deba intervenirla constantemente para sostener la operación.
Por eso, el dato útil no debe parecerse al procedimiento. Debe parecerse a la realidad del piso.
3. Convertir esa visibilidad en decisión oportuna
Hacer visible la operación no basta si esa visibilidad no cambia decisiones. En manufactura, el dato útil no es el que explica bien el cierre del turno. Es el que permite intervenir durante el turno.
Si una línea pierde velocidad, el valor no está en saber al final del día que el rendimiento fue bajo. Está en detectar a tiempo cuándo empezó la pérdida y qué la está causando.
Si un cambio de referencia se alarga, el valor no está en reportarlo después. Está en saber durante el cambio que falta un insumo o una validación y corregirlo antes de perder más tiempo.
Si una variable crítica empieza a desviarse, el valor está en ajustar antes de que aparezca la merma.
Si calidad empieza a frenar el flujo, el valor está en actuar antes de que el WIP se acumule.
💡 El valor del dato no está solo en describir mejor la operación. Está en permitir una mejor intervención.
En síntesis
La pregunta no es solo si tenemos datos. La pregunta es si ya hicimos visible la parte de la ejecución que queremos optimizar. Para responderla, ejecutamos los tres pasos:
Definir qué pérdida o variación vale la pena observar
Capturar la operación real, no la ideal.
Llevar esa visibilidad a una decisión que se pueda tomar a tiempo.
Aplícalo ahora en tu planta 👇
En manufactura, la conversación sobre IA no debería empezar preguntando qué modelo usar. Debería empezar preguntando qué parte de la ejecución todavía no vemos bien.
Si no observamos con continuidad lo que realmente pasa en planta, no tenemos datos útiles, y sin datos útiles, no hay corrección, no hay optimización, no hay captura de valor, y tampoco hay una base seria para hablar de IA.
Antes de pensar en inteligencia artificial, hay que hacer visible la realidad operativa. Porque ahí, en la ejecución, es donde todo empieza.
Nos leemos en una semana.
Hernán David.
Preguntas y respuestas
1. ¿Qué significa “sin datos no hay IA” en manufactura?
En manufactura, “sin datos no hay IA” significa que una planta no puede aplicar inteligencia artificial de forma útil si antes no hace visible su ejecución real. No basta con tener sistemas, reportes o tableros. Se necesitan datos que muestren lo que realmente pasa en el piso de planta: pérdidas de velocidad, microparadas, tiempos reales de cambio, desvíos de proceso, problemas de calidad y bloqueos en el flujo. Sin esa visibilidad, no hay base confiable para optimizar decisiones ni capturar valor con IA.
2. ¿Qué datos necesita una planta para aplicar inteligencia artificial?
Una planta necesita datos operativos que representen la ejecución real del proceso, no solo el plan o el estándar. Los datos más útiles para aplicar inteligencia artificial en manufactura son los que ayudan a entender pérdidas y tomar decisiones a tiempo, como velocidad real de línea, tiempos de cambio, microparadas, variables críticas de proceso, calidad en tiempo real, abastecimiento a línea y acumulación de inventario en proceso. La clave no es capturar más datos, sino capturar los datos que explican el desempeño real de la operación.
3. ¿Cómo saber si una planta ya está lista para usar IA?
Una planta está lista para usar IA cuando ya hizo visible la realidad operativa que quiere optimizar. Eso implica tres cosas: identificar qué pérdida o variación vale la pena observar, capturar lo que realmente ocurre en el piso de planta y usar esa información para tomar decisiones durante la ejecución. Si los datos solo sirven para analizar al final del turno por qué no se cumplió el plan, la base todavía no es suficiente para capturar valor con inteligencia artificial.